






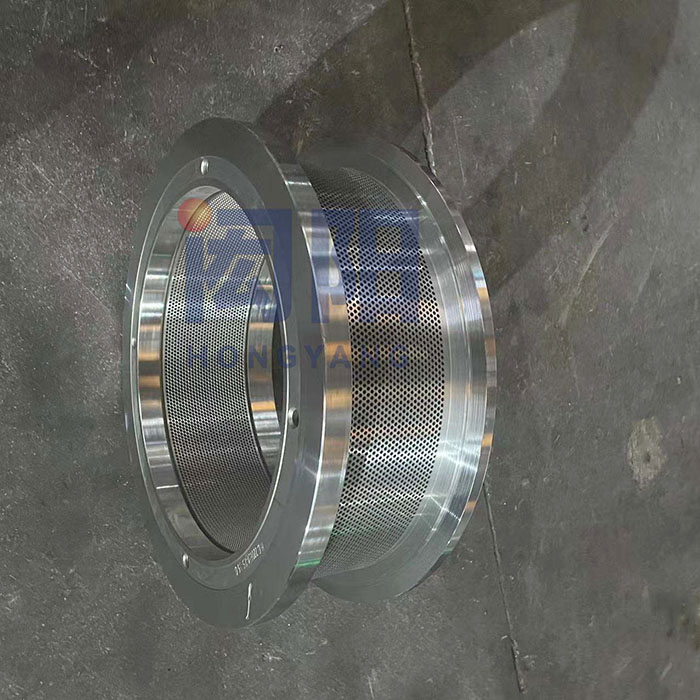
사료 펠릿 링 다이 HUAMU HKJ 250
제품 특징
1. 고품질의 용광로 정제 및 탈가스 빌렛을 선택합니다.
2. 금형은 수입 건드릴과 멀티스테이션 그룹드릴을 채택하여 금형 구멍이 한 번에 형성되고, 마감이 높고, 생산된 사료의 외관이 아름답고, 생산량이 높고, 재료의 배출이 원활하며, 입자가 잘 형성됩니다.
3. 금형은 미국식 진공로와 연속 담금질로의 결합 처리 공정을 채택하여 담금질이 균일하고 표면 마감이 좋으며 경도가 높아 두 배의 사용 수명을 보장합니다.
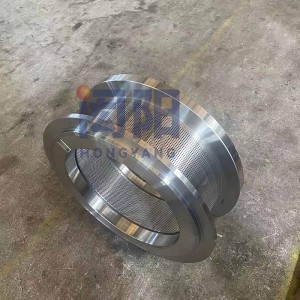
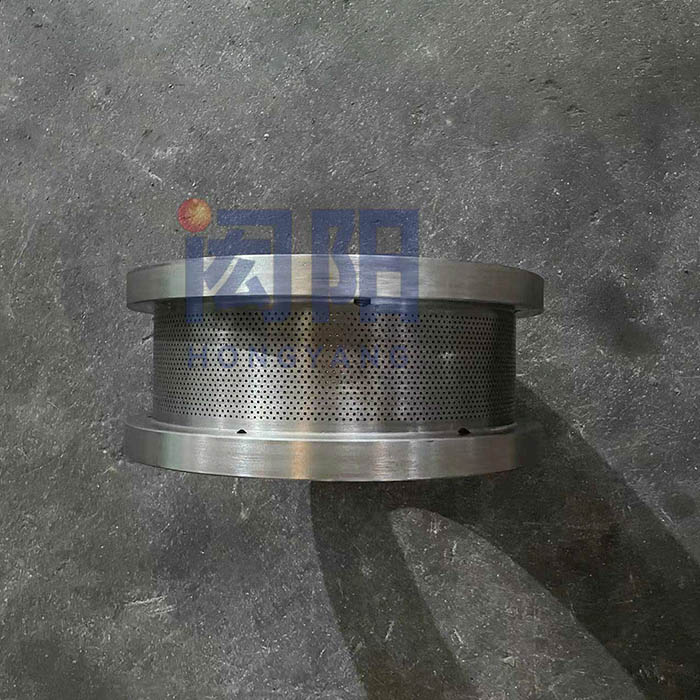
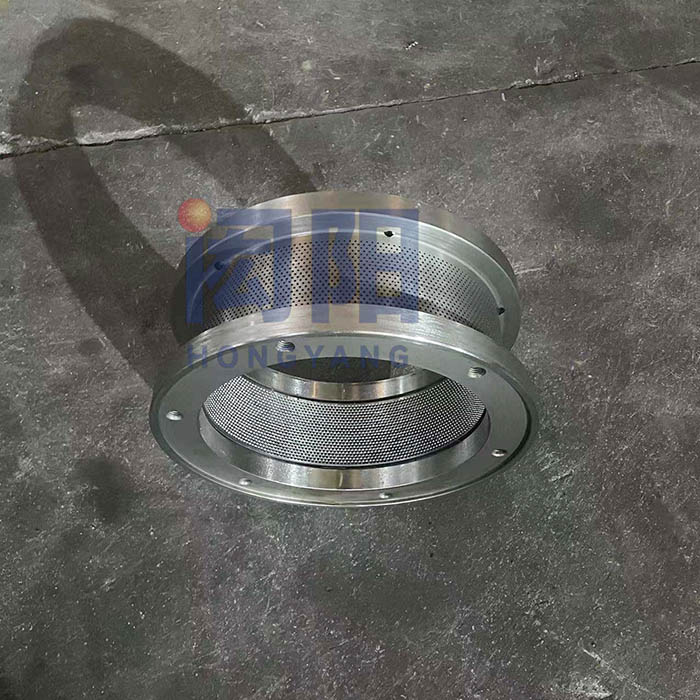
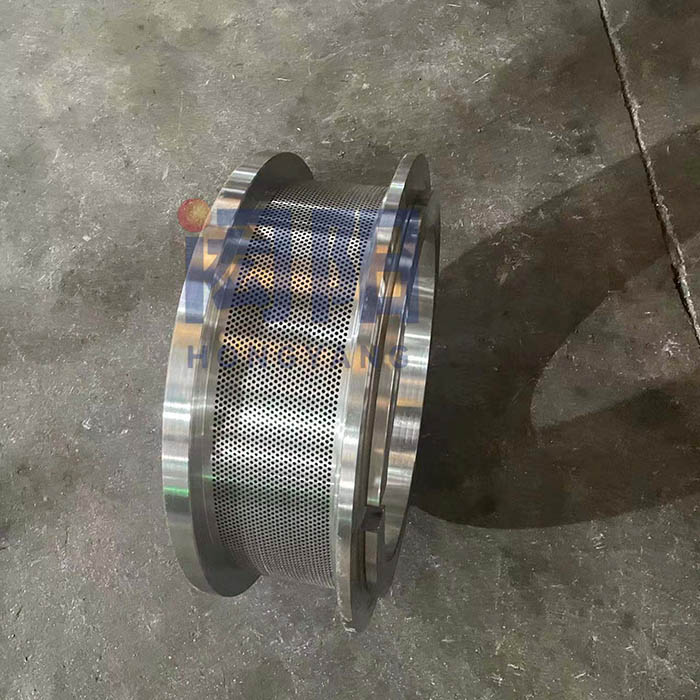
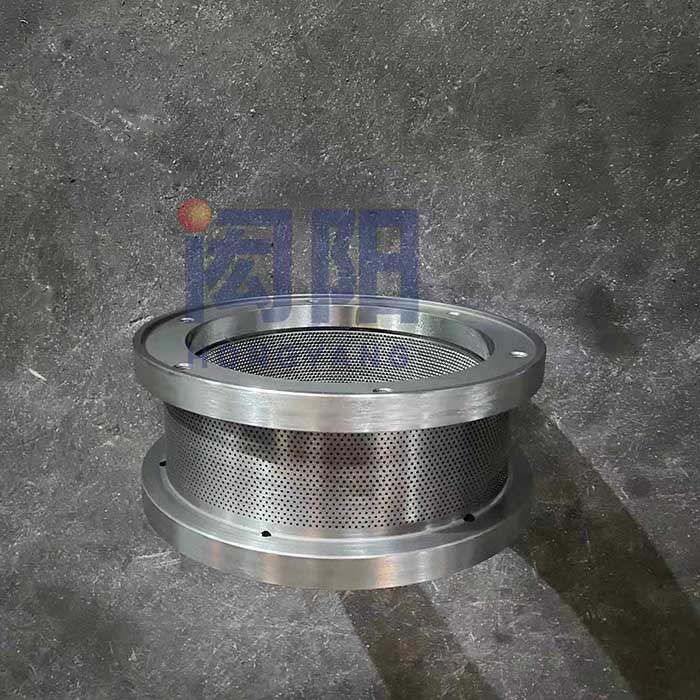
제품 디스플레이
저희 회사는 2006년부터 링 다이 전문 화학 공장 생산에 전념해 왔습니다. 생산된 다이는 닭, 오리, 생선, 새우, 목재 칩, 복합 재료 등에 적합하며, 현재 기술 성숙 단계에 있습니다. 저희 회사는 CNC 5축 타이어 금형 건 드릴 머신, 4헤드 건 드릴, CNC 링 금형 챔퍼링 머신을 사용합니다.
이 회사에서 제작하는 링 다이의 기본 모델은 200~600이며, 정창, 무양, 션더, CPM 등에서 모든 유형의 다이를 주문할 수 있습니다.

막힘 해결
펠릿 생산 중에 링 다이가 막히면 기계에서 제거하여 청소해야 합니다.
1. 가장 일반적인 방법은 전기 드릴을 사용하여 다이 구멍의 공급을 막는 것입니다.
2. 막힌 링 다이의 직경이 2.5mm 미만인 경우, 링 다이를 물에 넣고 가열할 수 있습니다. 끓는 시간이 길어짐에 따라 몰드 구멍 안의 재료가 서서히 팽창하여 몰드 구멍 밖으로 튀어나오게 되며, 이로 인해 구멍 안의 재료가 헐거워집니다. 1~2일 동안 끓인 후 튀어나온 재료를 긁어낸 후, 링 다이를 분쇄기에 올려 분쇄하고 구멍 안에 남은 재료를 눌러냅니다.
3. 소구경 링 다이 막힘은 다이를 뜨거운 오일로 가열하는 데에도 사용할 수 있습니다. 이렇게 하면 고온 코크스에서 다이 구멍의 재료가 작아지고 투명해집니다. 구체적인 연습: 링 다이보다 큰 금속 용기를 만들고, 링 다이를 그 안에 넣은 후, 15호 오일을 넣고 다이 표면에 살짝 담그세요. 오일이 거의 기포가 발생하지 않을 때까지 약 6~8시간 동안 가열합니다.







-
이벤트
-
제품 카테고리
-
문의하기
-
 전화: +86 18851202909
전화: +86 18851202909 -
 중국 장쑤성 리양시 쿤룬 거리 정창로 201호
중국 장쑤성 리양시 쿤룬 거리 정창로 201호 -
 이메일 : hy.ringdie@outlook.com
이메일 : hy.ringdie@outlook.com
-
-
소셜 미디어






인기 상품 - 사이트맵 - AMP 모바일
펠릿 밀 링 다이, 사료 펠릿 링 다이, 펠렛 머신 링 다이, 펠릿 다이, 링 다이, 펠릿 링 다이,