





펠릿 밀용 OGM 링 다이 예비 부품
제품 설명
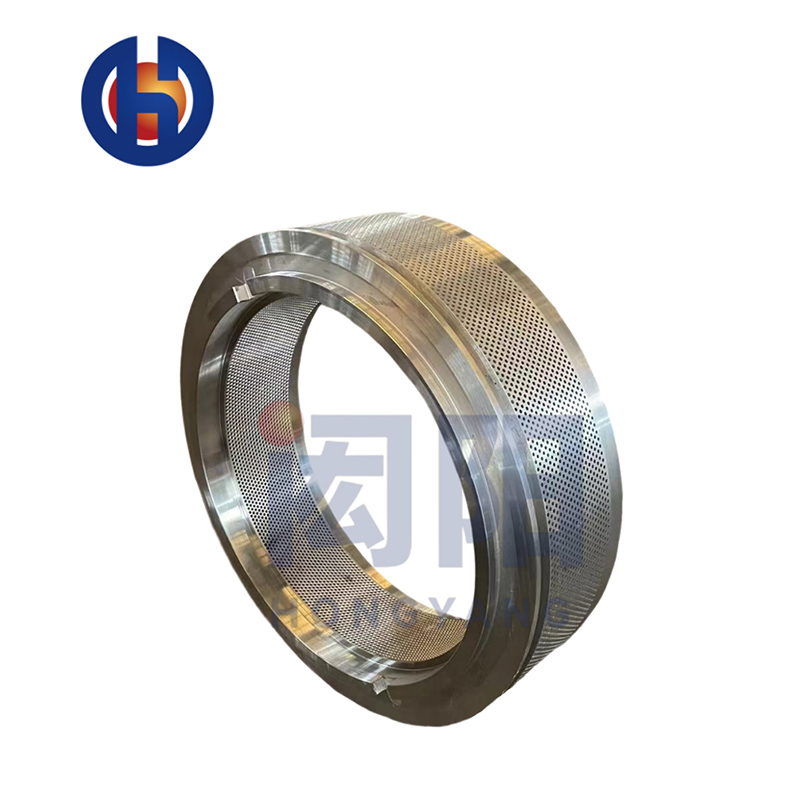
OGM 펠렛 밀의 경우: OGM-0.8, OGM-1.5, OGM-6 등
고객 요구 사항이나 해당 도면에 따라 다양한 모델과 다양한 조리개를 갖춘 링 다이를 가공할 수 있습니다.
링 다이 홀은 표면 조도가 우수하고, 과립 형성이 양호하며, 입자 외관 마감이 양호하고, 균열이 적고, 재료 형상이 깔끔하며, 입자 분말 함량이 적고, 배출이 원활하며, 생산량이 높습니다. 동일 규격의 생산 효율이 동종 제품보다 훨씬 높습니다.
링다이 공급구의 구멍 벽의 높은 평활도는 재료가 금형 구멍으로 들어가는 저항을 줄여 재료 개선을 통해 재료의 과립화 수율을 개선하는 데 유익합니다. 링다이 공급구의 각도가 균일하여 링다이 배출의 균일성이 양호합니다.
링 다이의 품질과 수명을 보장하기 위해 46Cr13 링 다이 HRC52-55와 다른 부품의 경도 값 차이는 HRC2보다 커서는 안 됩니다.
링 다이는 고온(1050°C)으로 가열된 후 급냉됩니다. 이 과정에서 다이 본체는 0.3~1.0mm의 미세한 변형이 발생합니다. 연삭을 통해 링 다이의 동심도 오차는 0.05~0.15m에 이를 수 있습니다.
제품 디스플레이


우리의 강점



여기에 메시지를 작성하여 보내주세요







-
이벤트
-
제품 카테고리
-
문의하기
-
 전화: +86 18851202909
전화: +86 18851202909 -
 중국 장쑤성 리양시 쿤룬 거리 정창로 201호
중국 장쑤성 리양시 쿤룬 거리 정창로 201호 -
 이메일 : hy.ringdie@outlook.com
이메일 : hy.ringdie@outlook.com
-
-
소셜 미디어






© 저작권 - 2010-2025 : 모든 권리 보유.
인기 상품 - 사이트맵 - AMP 모바일
펠릿 링 다이, 펠릿 밀 링 다이, 펠릿 다이, 사료 펠릿 링 다이, 펠렛 머신 링 다이, 링 다이,
인기 상품 - 사이트맵 - AMP 모바일
펠릿 링 다이, 펠릿 밀 링 다이, 펠릿 다이, 사료 펠릿 링 다이, 펠렛 머신 링 다이, 링 다이,