






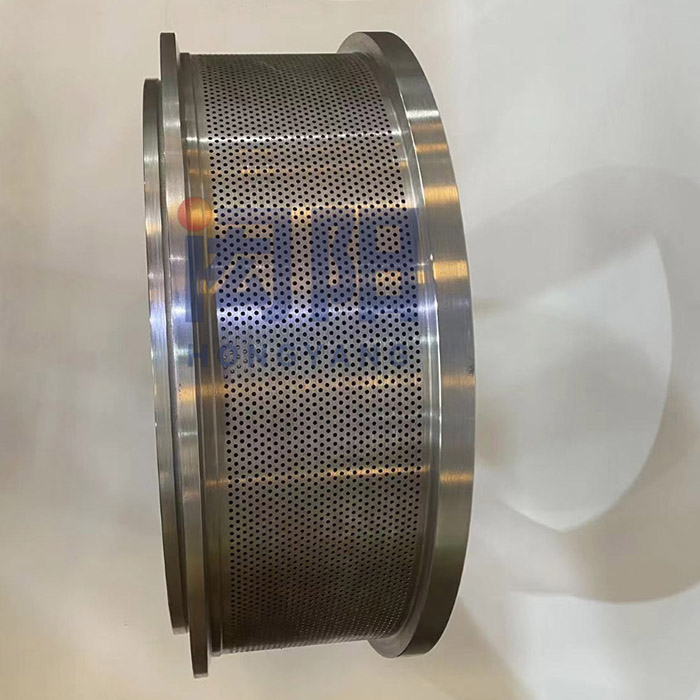
CPM3020 CPM3020-6 펠릿 링 다이
CPM 시리즈
| 시리즈 | 모델 | 크기(mm) | 작업면 크기(mm) |
| CPM | 3016-4 | 559*406*190 | 116 |
| CPM | 3016-5 | 559*406*212 | 138 |
| CPM | 3020-6 | 660*508*238 | 156 |
| CPM | 3020-7 | 660*508*264 | 181 |
| CPM | 3022-6 | 775*572*270 | 155 |
| CPM | 3022-8 | 775*572*324.5 | 208 |
| CPM | 7726-6 | 890*673*325 | 180 |
| CPM | 7726-8 | 890*673*388 | 238 |
| CPM | 7932-9 | 1022.5*826.5*398 | 240 |
| CPM | 7932-11 | 1027*825*455.5 | 275 |
| CPM | 7932-12 | 1026.5*828.5*508 | 310.2 |
| CPM | 7730SW | ||
| CPM | 2016 | ||
| CPM | 7712 |


제품 설치
펠릿 밀 링 다이를 설치하는 일반적인 방법은 다음과 같습니다.
1. 먼저 분쇄기의 전원이 꺼져 있고 전원이 차단되어 있는지 확인하십시오. 안전이 항상 최우선입니다.
2. 펠릿 분쇄기에서 기존 링 다이를 제거합니다. 분쇄기 모델에 따라 볼트를 풀거나 잠금 장치를 해제해야 할 수도 있습니다.
3. 캐비티를 깨끗이 청소하여 쌓였을 수 있는 이물질이나 오래된 재료를 제거하십시오. 이렇게 하면 새 링 다이가 제대로 장착될 수 있습니다.
4. 펠릿 분쇄기에 새 링 다이를 설치합니다. 과립기 샤프트를 링 다이의 중앙 구멍에 통과시켜 과립기 챔버에 정확하게 위치시킵니다. 링 다이는 과립기 롤과 완벽하게 정렬되어야 하며, 볼트와 잠금 장치로 단단히 고정되어야 합니다.
5. 링 다이에 윤활유가 제대로 도포되었는지 확인하십시오. 제조업체의 설명서를 참조하여 링 다이 윤활 권장 방법을 확인하고, 윤활유가 올바른 양과 위치에 도포되었는지 확인하십시오.
6. 조립기의 정렬이 올바른지 확인하십시오. 링 다이는 조립기 롤러와 같은 높이에 있어야 하며, 롤러와 링 다이 사이의 간격은 최소화되어야 합니다.
7. 마지막으로 펠릿 분쇄기를 켜고 짧은 시간 동안 작동시켜 새로운 링 다이가 원활하게 작동하고 좋은 품질의 펠릿을 생산하는지 확인합니다.
링 다이 설치는 펠릿 생산 작업의 품질과 수명에 매우 중요하다는 점을 기억하세요. 설치 과정에 대해 잘 모르거나 궁금한 점이 있으면 전문 기술자에게 문의하여 도움을 받으시는 것이 좋습니다.
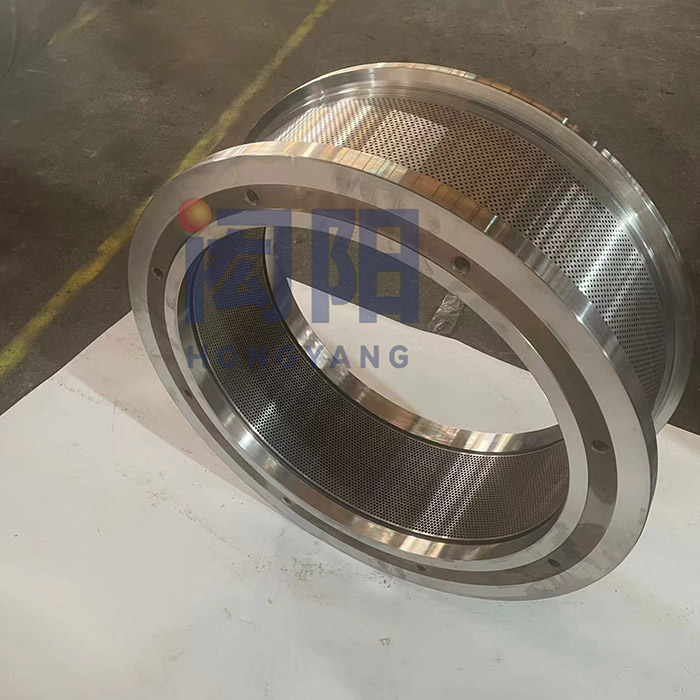
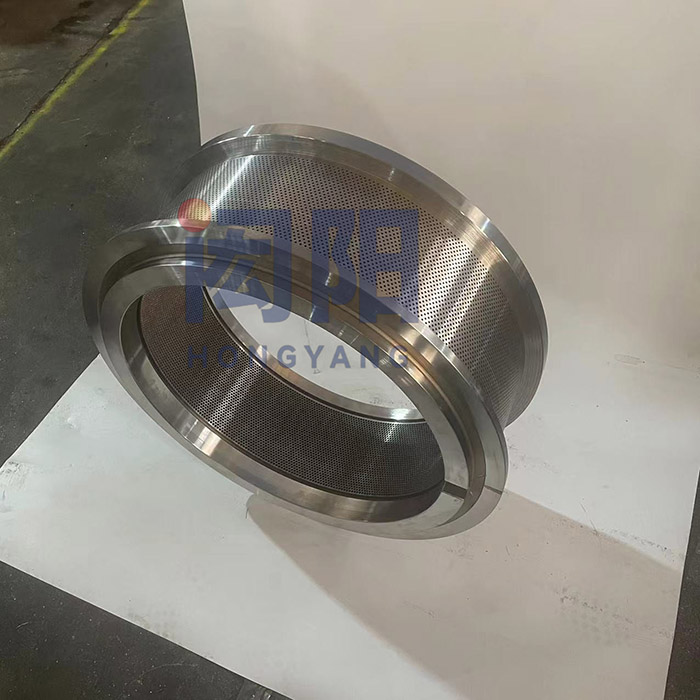

제품 디스플레이
맞춤형 펠릿 다이 모델: CPM, Buhler, CPP, OGM, Zhengchang(SZLH/MZLH), Amandus Kahl, Muyang(MUZL), Yulong(XGJ), AWILA, PTN, Andritz Sprout, Matador, Paladin, Sogem, Van Arssen, Yemmak, Promill 등. 귀하의 도면에 따라 맞춤형으로 제작해 드립니다.










-
이벤트
-
제품 카테고리
-
문의하기
-
 전화: +86 18851202909
전화: +86 18851202909 -
 중국 장쑤성 리양시 쿤룬 거리 정창로 201호
중국 장쑤성 리양시 쿤룬 거리 정창로 201호 -
 이메일 : hy.ringdie@outlook.com
이메일 : hy.ringdie@outlook.com
-
-
소셜 미디어






인기 상품 - 사이트맵 - AMP 모바일
사료 펠릿 링 다이, 펠릿 다이, 펠릿 밀 링 다이, 펠릿 링 다이, 링 다이, 펠렛 머신 링 다이,