






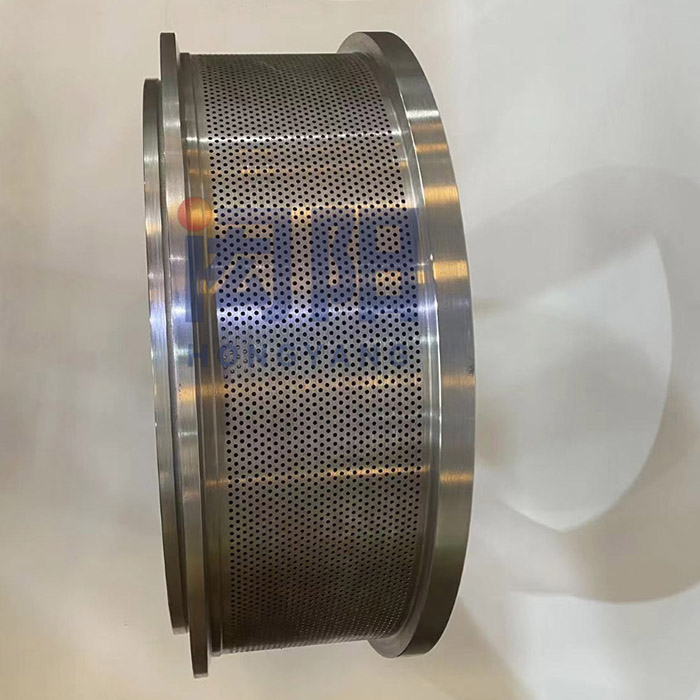
CPM3020 CPM3020-6 펠릿 링 다이
CPM 시리즈
| 시리즈 | 모델 | 크기(mm) | 작업면 크기(mm) |
| CPM | 3016-4 | 559*406*190 | 116 |
| CPM | 3016-5 | 559*406*212 | 138 |
| CPM | 3020-6 | 660*508*238 | 156 |
| CPM | 3020-7 | 660*508*264 | 181 |
| CPM | 3022-6 | 775*572*270 | 155 |
| CPM | 3022-8 | 775*572*324.5 | 208 |
| CPM | 7726-6 | 890*673*325 | 180 |
| CPM | 7726-8 | 890*673*388 | 238 |
| CPM | 7932-9 | 1022.5*826.5*398 | 240 |
| CPM | 7932-11 | 1027*825*455.5 | 275 |
| CPM | 7932-12 | 1026.5*828.5*508 | 310.2 |
| CPM | 7730SW | ||
| CPM | 2016 | ||
| CPM | 7712 |


제품 설치
펠릿 제조기 링 다이를 설치하는 일반적인 방법은 다음과 같습니다.
1. 먼저, 분쇄기의 전원이 꺼져 있고 전원이 차단되어 있는지 확인하십시오. 안전은 항상 최우선 사항입니다.
2. 펠릿 제조기에서 기존 링 다이를 제거합니다. 사용하는 과립기 모델에 따라 볼트를 풀거나 잠금 장치를 해제해야 할 수도 있습니다.
3. 캐비티를 철저히 청소하여 쌓였을 수 있는 이물질과 기존 재료를 제거하십시오. 이렇게 하면 새 링 다이가 제대로 장착됩니다.
4. 새 링 다이를 펠릿 밀에 설치합니다. 과립기 샤프트를 링 다이의 중앙 구멍에 통과시켜 과립기 챔버에 올바르게 위치시킵니다. 링 다이는 과립기 롤과 완벽하게 정렬되어야 하며 볼트와 잠금 장치를 사용하여 단단히 고정해야 합니다.
5. 링 다이에 윤활유가 적절히 도포되었는지 확인하십시오. 제조사의 지침을 참조하여 링 다이 윤활에 권장되는 방법을 확인하고, 윤활유를 정확한 양과 위치에 도포하십시오.
6. 과립기의 정렬 상태가 올바른지 확인하십시오. 링 다이는 과립기의 롤러와 같은 높이에 있어야 하며, 롤러와 링 다이 사이의 간격은 최소화되어야 합니다.
7. 마지막으로 펠릿 제조기를 켜고 잠시 작동시켜 새 링 다이가 원활하게 작동하고 양질의 펠릿을 생산하는지 확인하십시오.
링 다이 설치는 펠릿 생산 공정의 품질과 수명에 매우 중요하다는 점을 명심하십시오. 설치 과정이 확실하지 않거나 궁금한 점이 있으면 전문가에게 문의하여 도움을 받는 것이 가장 좋습니다.
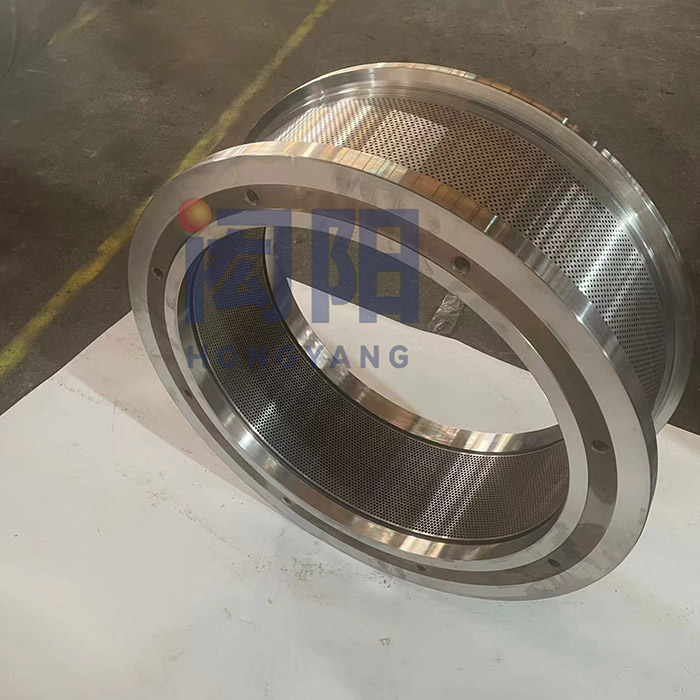
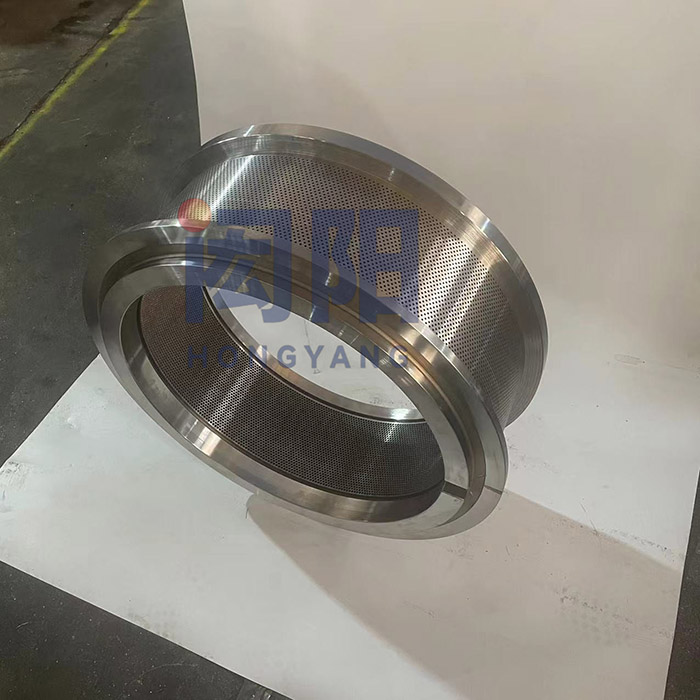

제품 전시
펠릿 금형 모델 맞춤 제작 가능: CPM, Buhler, CPP, OGM, Zhengchang(SZLH/MZLH), Amandus Kahl, Muyang(MUZL), Yulong(XGJ), AWILA, PTN, Andritz Sprout, Matador, Paladin, Sogem, Van Arssen, Yemmak, Promill 등. 고객님의 도면에 따라 맞춤 제작이 가능합니다.










-
이벤트
-
제품 카테고리
-
문의하기
-
 전화: +86 18851202909
전화: +86 18851202909 -
 중국 장쑤성 리양시 쿤룬 거리 정창로 201호
중국 장쑤성 리양시 쿤룬 거리 정창로 201호 -

-
-
소셜 미디어






인기 상품 - 사이트맵 - AMP 모바일
펠릿 링 다이, 펠릿 밀 링 다이, 링 다이, 펠릿 제조기 링 다이, 사료 펠릿 링 다이, 펠릿 다이,